


我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让304不锈钢护栏专业生产自己向您展示它的卓越品质和出色性能。
以下是:304不锈钢护栏专业生产的图文介绍
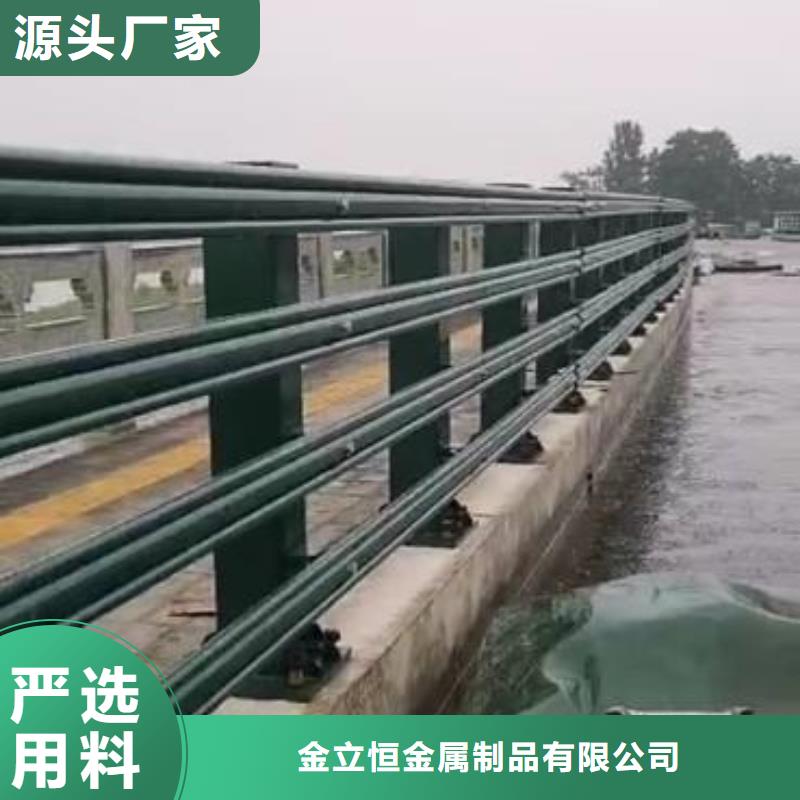
桥梁护栏安装与地形的关系
安装护栏之前要先了解所要安装的实际地形的地址壮阔,平整坚硬的地面就可以建议选择已安装法兰底盘来固定立柱的坚固挺直的效果来与所选用护栏片达成整体的防护效果。
如果桥梁护栏安装在地址松软且不平整的土地面就要选用挖坑预埋的方案来实现对立柱的稳固效果,护栏预埋的深度要根据实际的地形松软程度来决定,地质越松软的土地所要预埋的深度就会随之加深宗旨是要达到坚固的效果,护栏预埋的深度越深所使用的立柱高度也会随之要增长的,故而总体上来说这种预埋方案要比安装防拦底盘的方案要方便快捷且节约成本造价的优势。两种施工方案都要整体的达成护栏防护的坚固性、长久性等特色展现使用的价值。
安装护栏之前要先了解所要安装的实际地形的地址壮阔,平整坚硬的地面就可以建议选择已安装法兰底盘来固定立柱的坚固挺直的效果来与所选用护栏片达成整体的防护效果。
如果桥梁护栏安装在地址松软且不平整的土地面就要选用挖坑预埋的方案来实现对立柱的稳固效果,护栏预埋的深度要根据实际的地形松软程度来决定,地质越松软的土地所要预埋的深度就会随之加深宗旨是要达到坚固的效果,护栏预埋的深度越深所使用的立柱高度也会随之要增长的,故而总体上来说这种预埋方案要比安装防拦底盘的方案要方便快捷且节约成本造价的优势。两种施工方案都要整体的达成护栏防护的坚固性、长久性等特色展现使用的价值。


桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。



不锈钢景观桥梁护栏容易出现的问题
随着不锈钢护栏的投入使用,有不少问题浮出水面。当然有问题就要解决问题,今天和大家介绍一下一些问题解决的方法。
不锈钢景观桥梁护栏是阳台上的一个重要组成部分,主要起着安全防护的作用,现代生活还比较注重不锈钢景观桥梁护栏的美观装饰功能。不光要求护栏款式安全、牢固耐久、位置合理,还必须有足够的防护能力。但是我们现在生活中已经安装的锌钢阳台护栏却很多都存在着问题:
1、不锈钢景观桥梁护栏造型款式设计不合理
根据建筑标准,护栏垂直杆件间净空不应大于0.11m。而且必须采取防止儿童攀爬的措施,但是我们发现生活中经常看到因为竖杆间距设计不合理,或者没有防止儿童攀爬的设计,而出现了很多伤心的事情。为了杜绝这样的问题,首先设计单位应在图纸中明确说明采取何种型式的栏杆,如需建设单位自定,应在选定后由监理、设计单位确认后,方可采用。但是部分建设单位片面强调美观,忽视了不锈钢景观桥梁护栏重要的安全防护功能,导致栏杆间距、型式不合理,留下了安全隐患。
2、不锈钢景观桥梁护栏高度不足
不锈钢景观桥梁护栏高度****的标准要求是地面到扶手面少要求1.1米高,天面栏杆要求少1.2米高,但是很多楼盘的设计因为设计人员的缺失常识亦或为了节省成本,很多不锈钢景观桥梁护栏高度都达不到****要求。同时检查扶手高度时应注意测量位置。
3、不锈钢景观桥梁护栏安装位置不当
不锈钢景观桥梁护栏的安装位置要准确,扶手做法要选择合理,安装前要提前做好细部设计。正确的不锈钢景观桥梁护栏安装位置应该是安装在挡水墙的中心位置,如果没有挡水墙那立柱固定点离平台边缘少要求10公分以上。太靠近边缘位置会影响固定点的牢固性。
4、不锈钢景观桥梁护栏材料选择不当
不锈钢景观桥梁护栏应以坚固、耐久的材料制作,当栏杆杆件采用金属管材时,管材的管径、管壁厚度应满足设计要求。
5、不锈钢景观桥梁护栏安装不牢固
不锈钢景观桥梁护栏出现这样的问题,一般都是立柱的固定方式有问题,立柱的固定方式****是采用预埋件安装方式,如果采用膨胀螺丝固定的方式,那要求固定底板与立柱必须满焊,而且焊缝必须打平磨光,并作防锈处理。螺丝比较采用直径和长度符合要求的不锈钢膨胀螺丝。必须符合《建筑结构荷载规范》中要求,住宅工程栏杆顶部水平荷载应取0.5kN/m。工程质量验收时,应按照以上标准,对栏杆进行手扳检查。
随着不锈钢护栏的投入使用,有不少问题浮出水面。当然有问题就要解决问题,今天和大家介绍一下一些问题解决的方法。
不锈钢景观桥梁护栏是阳台上的一个重要组成部分,主要起着安全防护的作用,现代生活还比较注重不锈钢景观桥梁护栏的美观装饰功能。不光要求护栏款式安全、牢固耐久、位置合理,还必须有足够的防护能力。但是我们现在生活中已经安装的锌钢阳台护栏却很多都存在着问题:
1、不锈钢景观桥梁护栏造型款式设计不合理
根据建筑标准,护栏垂直杆件间净空不应大于0.11m。而且必须采取防止儿童攀爬的措施,但是我们发现生活中经常看到因为竖杆间距设计不合理,或者没有防止儿童攀爬的设计,而出现了很多伤心的事情。为了杜绝这样的问题,首先设计单位应在图纸中明确说明采取何种型式的栏杆,如需建设单位自定,应在选定后由监理、设计单位确认后,方可采用。但是部分建设单位片面强调美观,忽视了不锈钢景观桥梁护栏重要的安全防护功能,导致栏杆间距、型式不合理,留下了安全隐患。
2、不锈钢景观桥梁护栏高度不足
不锈钢景观桥梁护栏高度****的标准要求是地面到扶手面少要求1.1米高,天面栏杆要求少1.2米高,但是很多楼盘的设计因为设计人员的缺失常识亦或为了节省成本,很多不锈钢景观桥梁护栏高度都达不到****要求。同时检查扶手高度时应注意测量位置。
3、不锈钢景观桥梁护栏安装位置不当
不锈钢景观桥梁护栏的安装位置要准确,扶手做法要选择合理,安装前要提前做好细部设计。正确的不锈钢景观桥梁护栏安装位置应该是安装在挡水墙的中心位置,如果没有挡水墙那立柱固定点离平台边缘少要求10公分以上。太靠近边缘位置会影响固定点的牢固性。
4、不锈钢景观桥梁护栏材料选择不当
不锈钢景观桥梁护栏应以坚固、耐久的材料制作,当栏杆杆件采用金属管材时,管材的管径、管壁厚度应满足设计要求。
5、不锈钢景观桥梁护栏安装不牢固
不锈钢景观桥梁护栏出现这样的问题,一般都是立柱的固定方式有问题,立柱的固定方式****是采用预埋件安装方式,如果采用膨胀螺丝固定的方式,那要求固定底板与立柱必须满焊,而且焊缝必须打平磨光,并作防锈处理。螺丝比较采用直径和长度符合要求的不锈钢膨胀螺丝。必须符合《建筑结构荷载规范》中要求,住宅工程栏杆顶部水平荷载应取0.5kN/m。工程质量验收时,应按照以上标准,对栏杆进行手扳检查。


不锈钢复合管护栏焊接快慢的过程和什么有关呢
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,龙岩金立恒金属制品有限公司将励精图治,勇往直前,开拓创新,愿与 桥梁防撞护栏业界同行携手共进,共创中国 桥梁防撞护栏事业新的辉煌。

